新浪微博
新浪微博 腾讯微博
腾讯微博


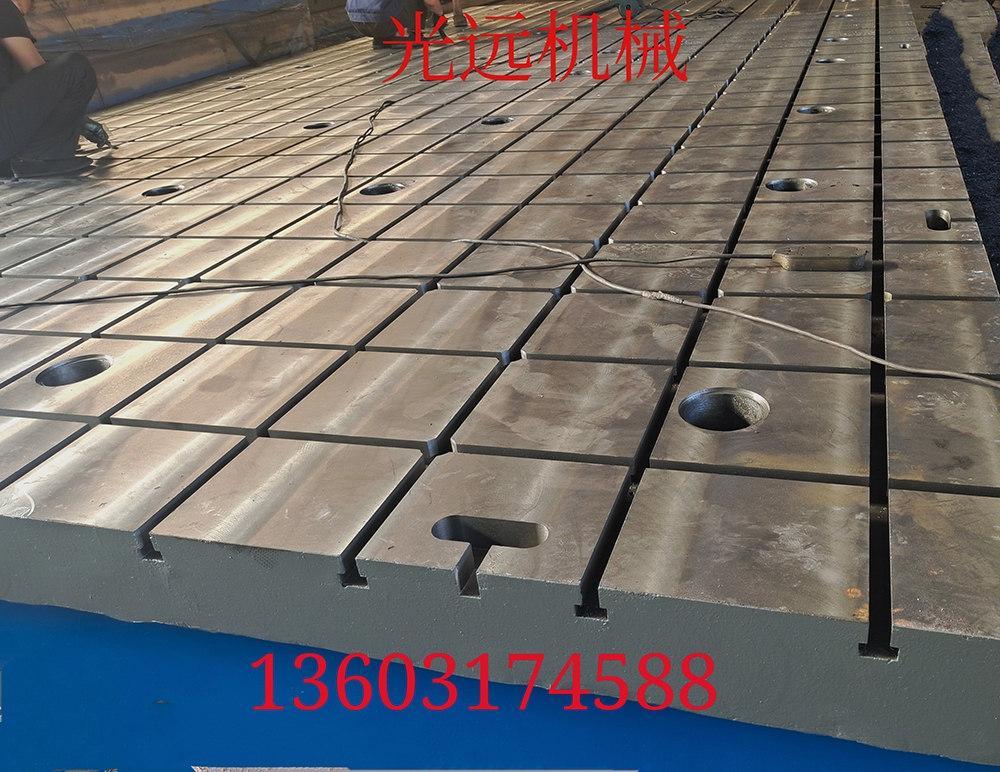
泊头铸造厂铸铁平台如何来区分刮研程度
粗刮:
在整个刮削面上采用连续推铲的方法,使用刮出的刀迹连成长片。粗刮时有时会出现平面四周高中间低的现象,故四周多刮几次,且每刮一遍应转过30°—45°的角度交叉刮削,直至每25mm*25mm内含4—6个研点为止 。
细刮:
采用刮刀宽以15mm为宜。刮削时,刀迹长度不超过切刃的宽度,每刮一遍要变换一次方向,以形成45°- 60°的网纹。整个细刮过程中随着研点的增多,刀刃应逐渐缩短,直至每25mm*25mm内含12-25个研点为止。
精刮:
刀迹长度一般为5mm左右。落刀要轻,起刀后迅速挑起,每个研点上只能刮一刀,不能重复,并始终交叉进行,当研点增至每25mm*25mm内有20个研点时,应按以下三个步骤刮削,直至到达规定的研点数
(1)大亮的研点全部刮去
(2)中等研点在其顶点刮去一小片
(3)小研点不刮
刮花:
常见花纹有斜纹花和月牙花两种。刮斜纹花时精刮刀与工件边方向刮削,花纹大小视刮面大小而定。刮削时应一个方向刮定再刮削另一个方向。刮月牙花时左手按刮刀前部,起压和掌握方向的作用,右手握刮刀中部作适当的扭动,然后起刀,以形成花纹。依次交叉成45°方向连续推扭刮削。
刮花的作用:一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断平面工作后的磨损程度
下一篇:下一篇:泊头铸造厂铸铁平台上表面擦拭的防锈油上一篇:上一篇:泊头铸造厂提示试验平台的平面误差度检测